Позвоните в службу поддержки
+86-15631741888







В последние годы наблюдается растущий спрос на композиционные материалы, особенно на однонаправленные стекловолоконные препреги 50 г. Их широкое применение в различных отраслях – от автомобилестроения до авиационной техники и спортивных товаров – делает понимание процесса их производства и выбора оптимального оборудования критически важным для многих предприятий. Эта статья посвящена детальному рассмотрению этапов производства, используемого оборудования и факторов, влияющих на качество конечного продукта. Мы постараемся предоставить максимально полезную информацию, основанную на практическом опыте и актуальных технологиях. И если вы только задумываетесь о таком производстве, или уже имеете опыт, но хотите оптимизировать процесс – эта информация для вас!
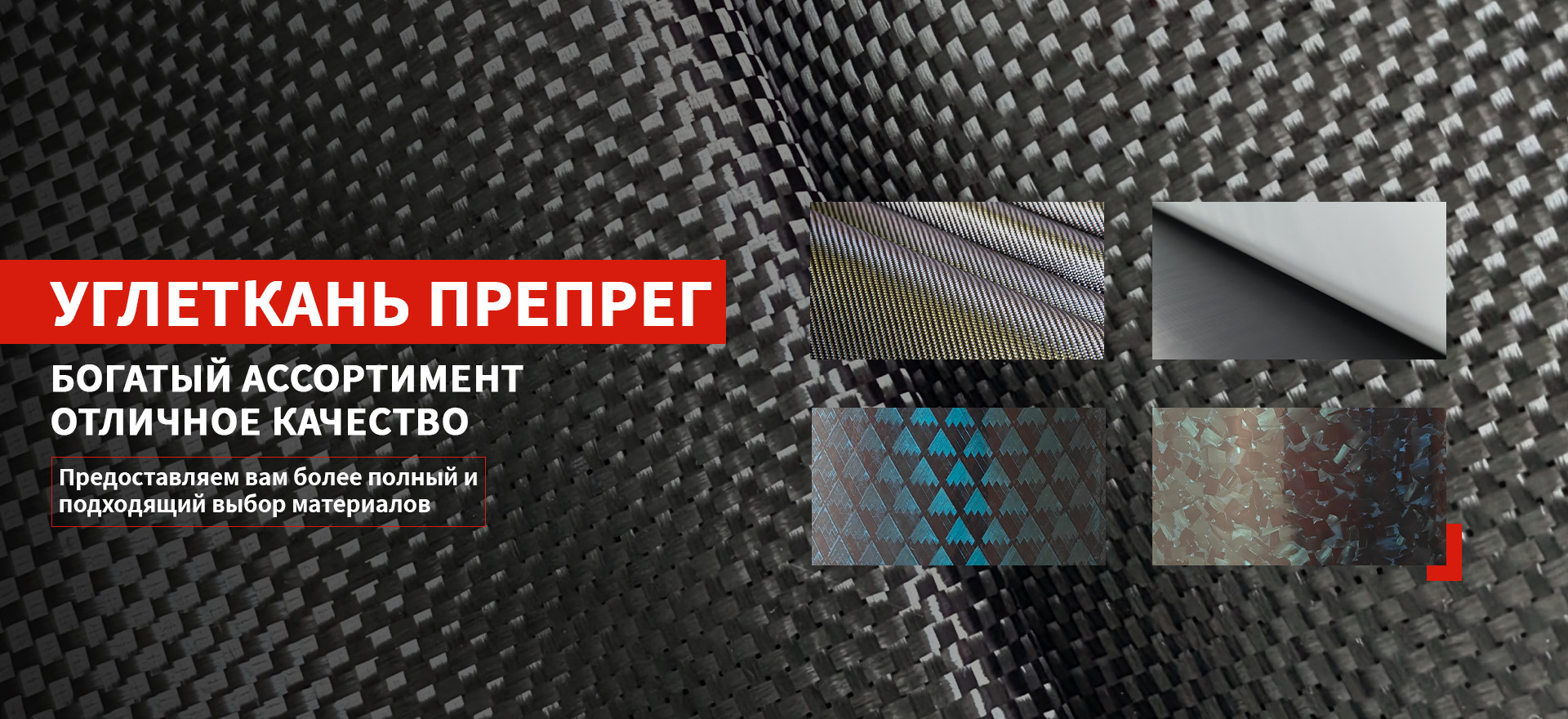
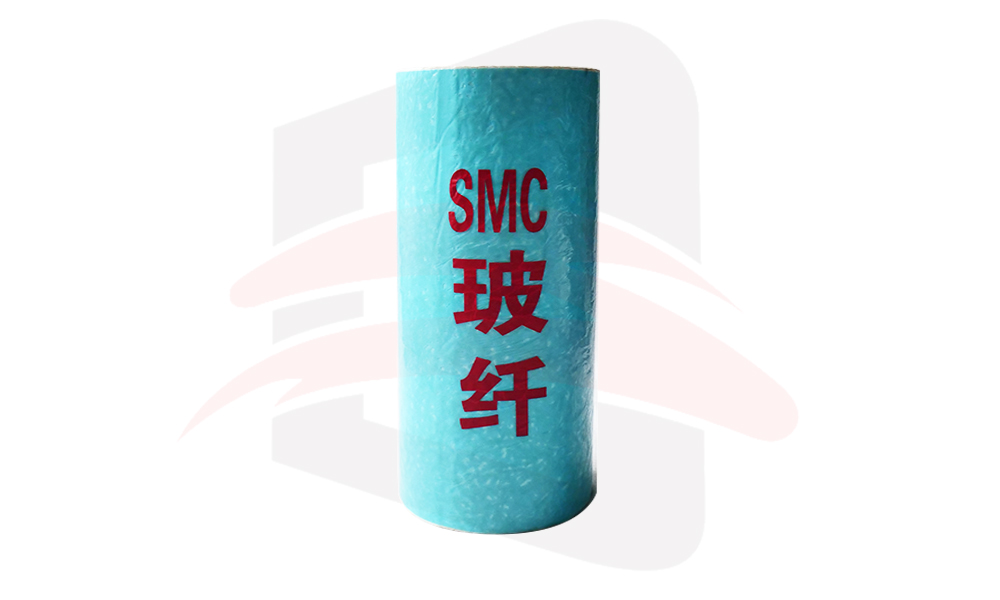
Прежде чем углубиться в процесс производства, стоит разобраться, что же представляют собой однонаправленные стекловолоконные препреги 50 г. Это композиционные материалы, состоящие из стекловолокна (или других волокон) и полимерной матрицы. Отличительной особенностью является ориентация волокон в одном направлении, что придает препрегу высокую прочность и жесткость именно в этом направлении. Вес 50 г обычно относится к концентрации волокна в полимерной матрице. Это важный параметр, влияющий на физические характеристики готового изделия.
Применение однонаправленных стекловолоконных препрегов 50 г невероятно разнообразно:
Производство однонаправленных стекловолоконных препрегов 50 г – это сложный многоступенчатый процесс, требующий точного соблюдения технологических параметров. Можно выделить следующие основные этапы:
Этот этап включает в себя подготовку стекловолокна и полимерной матрицы. Стекловолокно может быть в виде нитей, матов или ткани. Важно обеспечить чистоту и отсутствие примесей. Полимерная матрица, как правило, представляет собой полиэфирный или эпоксидный смолы, которые требуют тщательного контроля качества и соответствия спецификациям.
Это, пожалуй, самый важный этап, определяющий качество конечного продукта. Стекловолокно тщательно смешивается с полимерной матрицей в определенной пропорции. Для равномерного распределения компонентов используются различные типы смесителей – от простых механических до высокоскоростных. Важно контролировать температуру смеси, чтобы избежать ее перегрева или застывания. Использование современных смесителей, таких как планетарные миксеры, позволяет добиться максимальной однородности композиции.
Полученная смесь выливается в форму определенной геометрии. Существуют различные методы формования:
После формования препрег подвергается отверждению. Этот процесс может осуществляться при комнатной температуре или при повышенной температуре и давлении. Время отверждения зависит от типа полимерной матрицы и толщины препрега. Контроль температуры и времени отверждения – критически важный фактор, влияющий на механические свойства конечного продукта.
В зависимости от требований, готовый препрег может подвергаться дополнительной обработке, такой как шлифовка, полировка, покраска. Это позволяет улучшить внешний вид и функциональные характеристики изделия.
Для производства однонаправленных стекловолоконных препрегов 50 г необходимо специальное оборудование. Вот некоторые из основных видов:
Качество однонаправленных стекловолоконных препрегов 50 г зависит от множества факторов:
В процессе производства однонаправленных стекловолоконных препрегов 50 г могут возникать различные проблемы: