Позвоните в службу поддержки
+86-15631741888







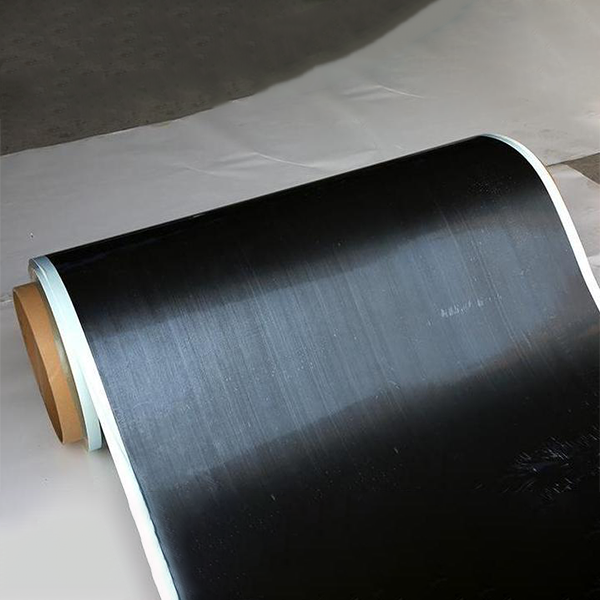
Однонаправленные углеволоконные препреги – это, пожалуй, одна из самых интересных и перспективных областей в современной композитной индустрии. Особенно выделяется производство однонаправленных углеволоконных препрегов 46T. Но что это такое, зачем они нужны, какие нюансы возникают при их изготовлении, и какие области применения они открывают? Постараюсь рассказать все, что знаю, основываясь на собственном опыте и изучении существующих технологий. Впереди много интересных деталей, поэтому давайте погрузимся в тему!
Прежде чем говорить о производстве однонаправленных углеволоконных препрегов 46T, важно понять, что же это вообще такое. Вкратце: это композитные материалы, в которых углеродные волокна ориентированы в одном направлении. Обозначение '46T' указывает на модуль упругости углеродных волокон – 46 ГПа. Это очень высокий показатель, что говорит о высокой прочности и жесткости материала. Наличие только одного направления волокон позволяет максимально использовать их свойства в конкретной задаче, что существенно отличается от двунаправленных или многонаправленных препрегов.
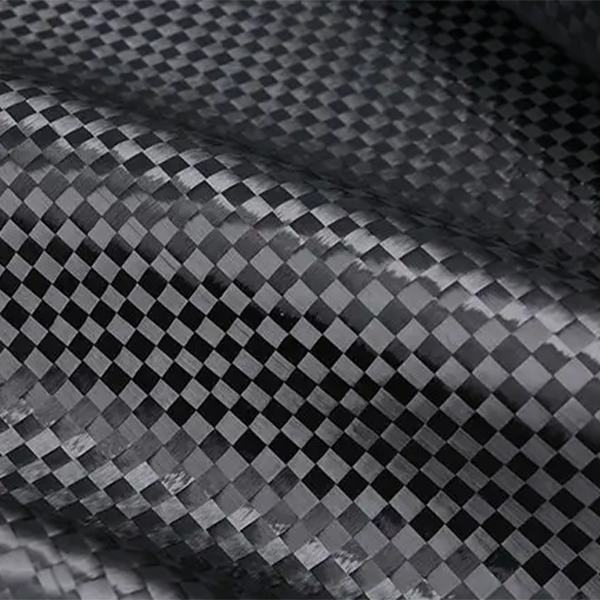
По сути, это сложный сплав: углеродные волокна (обычно 3K, 6K или 12K, то есть с разным количеством волокон в скрутке), полимерная матрица (чаще всего эпоксидная, полиэфирная или винилэфирная смолы), и различные добавки, улучшающие свойства готового материала. Именно полимерная матрица 'склеивает' волокна вместе и передает нагрузку между ними.
Производство однонаправленных углеволоконных препрегов 46T – это многоступенчатый процесс, требующий точности и контроля на каждом этапе. Существует несколько основных технологий, и выбор зависит от требуемых свойств конечного продукта, объема производства и экономических факторов.
Это, пожалуй, самый простой и экономичный метод. Волокна пропитываются смолой, затем укладываются в форму и отверждаются. Недостаток – сложнее контролировать толщину слоя и однородность распределения смолы. Этот метод чаще используется для небольших партий или прототипов.
Более современный метод. Волокна укладываются в форму, затем формируется вакуум, который втягивает смолу в форму. Это обеспечивает более плотное и однородное пропитывание волокон, а также снижает количество остаточных пузырьков воздуха. Этот способ популярен для производства больших деталей, например, лодочных корпусов или деталей для авиации. Это действительно хороший компромисс между стоимостью и качеством.
Самый точный и дорогостоящий метод. Форма с волокнами и смолой помещается в автоклав, где под давлением и при высокой температуре происходит отверждение материала. Этот метод позволяет получить препреги с минимальным количеством дефектов и максимально контролируемыми свойствами. Он применяется там, где требуется максимальная надежность и точность, например, в аэрокосмической и авиационной промышленности.
ООО Вэйхай Души Композитные Материалы ([https://www.dscomposite.ru/](https://www.dscomposite.ru/)) предлагает широкий спектр материалов и технологий для производства однонаправленных углеволоконных препрегов 46T, учитывая потребности различных отраслей промышленности.
Выбор полимерной матрицы критически важен для свойств производства однонаправленных углеволоконных препрегов 46T. Эпоксидные смолы – наиболее распространенный вариант благодаря хорошей адгезии к углеродным волокнам, высокой химической стойкости и механической прочности. Полиэфирные смолы дешевле, но имеют худшие характеристики по сравнению с эпоксидными. Винилэфирные смолы предлагают компромисс между стоимостью и свойствами, и часто используются для производства деталей, подвергающихся воздействию высоких температур.
Кроме того, в состав препрегов добавляют различные наполнители и добавки, которые могут улучшить их свойства: например, для повышения стойкости к УФ-излучению добавляют антиоксиданты и УФ-стабилизаторы, а для снижения усадки при отверждении – специальные отвердители. Также часто используются модификаторы вязкости для облегчения процесса пропитки волокон.
Уникальные свойства производства однонаправленных углеволоконных препрегов 46T открывают широкие возможности для их применения. Вот лишь некоторые примеры:
В последнее время растет интерес к применению производства однонаправленных углеволоконных препрегов 46T в сфере производства компонентов для электромобилей, где вес является одним из ключевых факторов эффективности.
Несмотря на кажущуюся простоту, производство однонаправленных углеволоконных препрегов 46T сопряжено с определенными трудностями. Один из основных – это контроль влажности. Вода может негативно влиять на адгезию между волокнами и смолой, снижая прочность материала. Поэтому необходимо обеспечить сухую производственную среду.
Еще один важный фактор – это температура. При отверждении смолы необходимо поддерживать оптимальную температуру, чтобы обеспечить ее полное отверждение и избежать образования дефектов. Также важно учитывать время отверждения, которое зависит от типа смолы и толщины слоя.
Что касается инструментов, то помимо стандартного оборудования для композитного производства (формы, вакуумные насосы, автоклавы), полезно использовать современные системы контроля качества, такие как ультразвуковой контроль и рентгеновский контроль. Это позволяет выявлять дефекты на ранних стадиях производства и предотвращать брак. Рекомендую обратить внимание на оборудование, предлагаемое ООО Вэйхай Души Композитные Материалы ([https://www.dscomposite.ru/](https://www.dscomposite.ru/)) – у них широкий выбор современного оборудования.
И помните, постоянное обучение и изучение новых технологий – залог успешного производства однонаправленных углеволоконных препрегов 46T.